

Kundenspezifisches Ventilgehäuse aus Duplex-Edelstahl, hergestellt im Feingussverfahren von China Casting Foundry mitBearbeitung, Wärmebehandlung und Oberflächenbehandlung.
RMC-BesetzungPräzisionsgussteile aus Stahldie die Erwartungen der Kunden stets erfüllen oder übertreffen. Der Feinguss im Wachsausschmelzverfahren ermöglicht uns die ProduktionGussprodukte aus EdelstahlSo klein wie einige zehn Gramm und so groß wie einige zehn Kilogramm, in einer breiten Palette von Eisen- und Nichteisenlegierungen und mit außergewöhnlicher Maßgenauigkeit.
Das Wachsausschmelz-Feingussverfahren erzeugt endkonturnahe Präzisionsgussteile, die oft nur wenig oder gar keine zusätzliche Bearbeitung erfordern. Das resultierende Finish ist auch viel besser als das, was mit anderen Guss- oder Herstellungsverfahren erreichbar ist. Die Festigkeit und Haltbarkeit der Gussteile eignen sich ideal für Anwendungen mit hoher Verschleißfestigkeit, die Millionen von Zyklen erfordern.
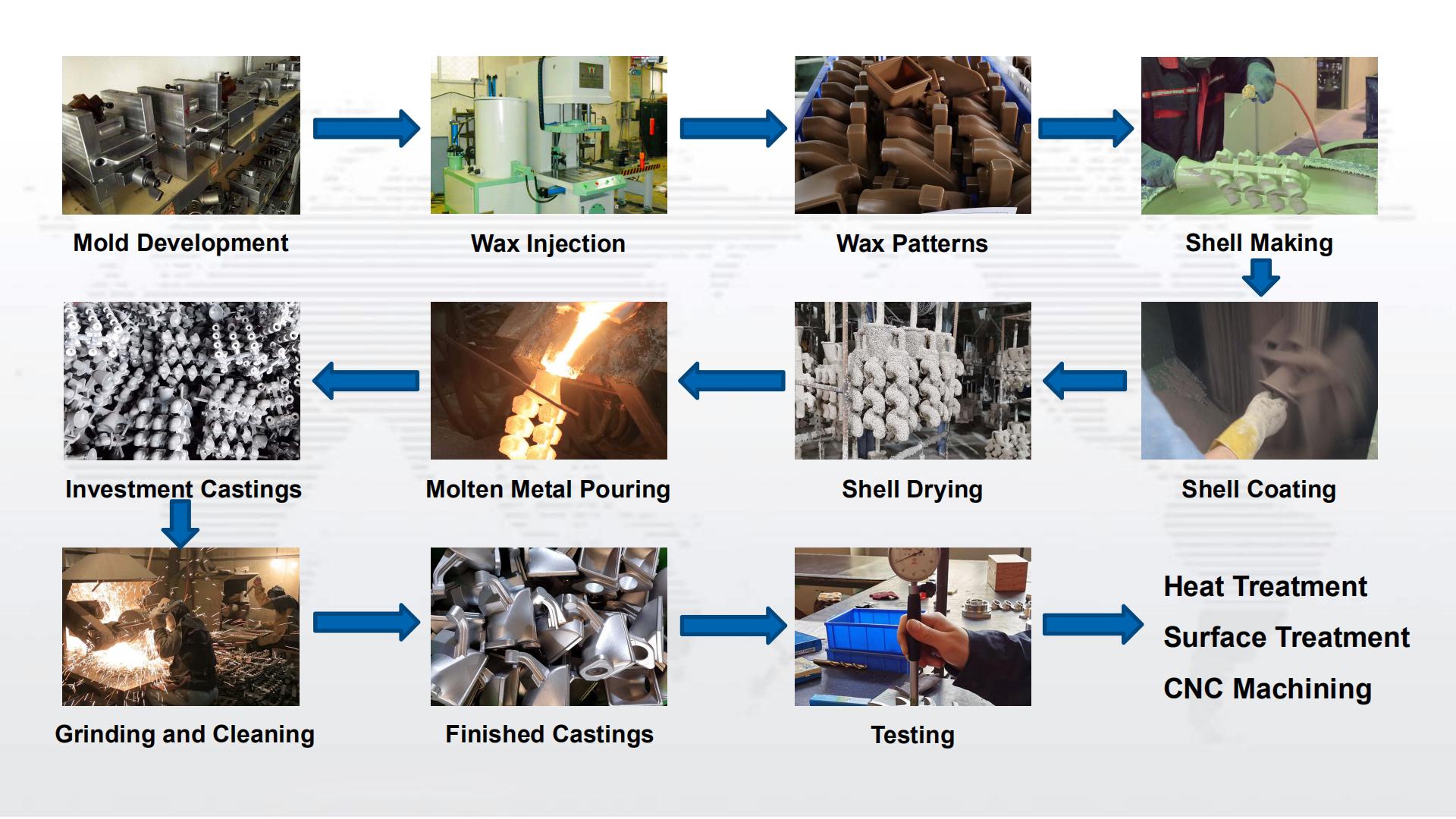
Die Schritte des Feingussprozesses:
Beim Feingussverfahren wird ein Wachsmodell mit einem Keramikmaterial beschichtet, das nach dem Aushärten die Innengeometrie des gewünschten Gussteils annimmt. In den meisten Fällen werden für eine hohe Effizienz mehrere Teile zusammengegossen, indem einzelne Wachsmodelle an einem zentralen Wachsstift, einem sogenannten Gusskanal, befestigt werden. Dabei wird das Wachs aus dem Modell herausgeschmolzen – daher auch Wachsausschmelzverfahren genannt – und geschmolzenes Metall in den Hohlraum gegossen. Wenn das Metall erstarrt ist, wird die Keramikform abgeschüttelt, sodass die nahezu endgültige Form des gewünschten Gussstücks zurückbleibt. Anschließend erfolgt die Endbearbeitung, Prüfung und Verpackung.
Unter Duplex-Edelstahl (DSS) versteht man Edelstahl mit jeweils etwa 50 % Ferrit- und Austenitanteil. Im Allgemeinen muss der Anteil weniger Phasen mindestens 30 % betragen. Bei niedrigem C-Gehalt beträgt der Cr-Gehalt 18 % bis 28 % und der Ni-Gehalt 3 % bis 10 %. Einige Duplex-Edelstähle enthalten auch Legierungselemente wie Mo, Cu, Nb, Ti und N.
Verfügbare Sorten von Duplex-Edelstahl bei RMC Casting Foundry: 1.4460, 1.4462, 1.4468, 1.4469, 1.4517, 1.4770, A 890 1C, A 890 1A, A 890 3A, A 890 4A, A 890 5A, A 995 1B, A 995 4A, A 995 5A, 2205, 2507, 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N
Der DSS weist die Eigenschaften von austenitischem und ferritischem Edelstahl auf. Im Vergleich zu Ferrit weist es eine höhere Plastizität und Duktilität auf, keine Sprödigkeit bei Raumtemperatur und eine deutlich verbesserte interkristalline Korrosionsbeständigkeit und Schweißleistung, während die Sprödigkeit, hohe Wärmeleitfähigkeit und Superplastizität wie Ferrit-Edelstahl erhalten bleiben. Im Vergleich zu austenitischem Edelstahl weist DSS eine hohe Festigkeit und eine deutlich verbesserte Beständigkeit gegen interkristalline Korrosion und Chloridspannungskorrosion auf. Duplex-Edelstahl weist eine ausgezeichnete Lochkorrosionsbeständigkeit auf und ist außerdem ein nickelsparender Edelstahl.
| Äquivalente Edelstahlsorte | |||||||
| GRUPPEN | AISI | W-stoff | LÄRM | BS | SS | UNE / IHA | UNI |
| Martensitischer und ferritischer Edelstahl | 420 °C | 1.4034 | X43Cr16 | ||||
| 440 B/1 | 1.4112 | X90 Cr Mo V18 | |||||
| - | 1.2083 | X42 Cr 13 | - | 2314 | F.5263 | - | |
| 403 | 1.4000 | X6Cr13 | 403 S 17 | 2301 | F.3110 | X6Cr13 | |
| (410S) | 1.4001 | X7 Cr 14 | (403 S17) | 2301 | F.3110 | X6Cr13 | |
| 405 | 1.4002 | X6 CrAl 13 | 405 S 17 | - | F.3111 | X6 CrAl 13 | |
| 416 | 1.4005 | X12 CrS 13 | 416 S 21 | 2380 | F.3411 | X12CrS13 | |
| 410 | 1.4006 | X 10 Cr 13 | 410 S21 | 2302 | F.3401 | X12Cr13 | |
| 430 | 1.4016 | X6 Cr 17 | 430 S 17 | 2320 | F.3113 | X8Cr17 | |
| 420 | 1.4021 | X20 Cr 13 | 420 S 37 | 2303 | F.3402 | X20Cr13 | |
| 420F | 1.4028 | X30 Cr 13 | 420 S 45 | (2304) | F.3403 | X30Cr13 | |
| (420) | 1.4031 | X39Cr13 | 420 S 45 | (2304) | F.3404 | - | |
| 431 | 1.4057 | X20 CrNi 17 2 | 431 S 29 | 2321 | F.3427 | X16CrNi16 | |
| 430F | 1.4104 | X12 CrMoS 17 | - | 2383 | F.3117 | X10CrS17 | |
| 434 | 1.4113 | X6 CrMo 17 | 434 S 17 | 2325 | - | X8CrMo17 | |
| 430Ti | 1.4510 | X6 CrTi 17 | - | - | - | X6CrTi17 | |
| 409 | 1.4512 | X5 CrTi 12 | 409 S 17 | - | - | X6CrTi12 | |
| Austenitischer Edelstahl | 304 | 1.4301 | X5 CrNi 18 9 | 304 S 15 | 2332 | F.3551 | X5CrNi18 10 |
| 305 | 1.4303 | X5 CrNi 18 12 | 305 S 19 | - | - | X8CrNi19 10 | |
| 303 | 1.4305 | X12 CrNiS 18 8 | 303 S 21 | 2346 | F.3508 | X10CrNiS 18 09 | |
| 304L | 1.4306 | X2 CrNiS 18 9 | 304 S 12 | 2352 | F.3503 | X2CrNi18 11 | |
| 301 | 1.4310 | X12 CrNi 17 7 | - | 2331 | F.3517 | X12CrNi17 07 | |
| 304 | 1.4350 | X5 CrNi 18 9 | 304 S 31 | 2332 | F.3551 | X5CrNi18 10 | |
| 304 | 1.4350 | X5 CrNi 18 9 | 304 S 31 | 2333 | F.3551 | X5CrNi18 10 | |
| 304LN | 1.4311 | X2 CrNiN 18 10 | 304 S 62 | 2371 | - | - | |
| 316 | 1.4401 | X5 CrNiMo 18 10 | 316 S 16 | 2347 | F.3543 | X5CrNiMo17 12 | |
| 316L | 1.4404 | - | 316 S 12/13/14/22/24 | 2348 | X2CrNiMo17 12 | ||
| 316LN | 1.4429 | X2 CrNiMoN 18 13 | - | 2375 | - | - | |
| 316L | 1.4435 | X2 CrNiMo 18 12 | 316 S 12/13/14/22/24 | 2353 | - | X2CrNiMo17 12 | |
| 316 | 1.4436 | - | 316 S 33 | 2343 | - | X8CrNiMo 17 13 | |
| 317L | 1.4438 | X2 CrNiMo 18 16 | 317 S 12 | 2367 | - | X2CrNiMo18 16 | |
| 329 | 1.4460 | X3 CrNiMoN 27 5 2 | - | 2324 | F.3309 | - | |
| 321 | 1.4541 | X10 CrNiTi 18 9 | 321 S 12 | 2337 | F.3553 | X6CrNiTi18 11 | |
| 347 | 1.4550 | X10 CrNiNb 18 9 | 347 S 17 | 2338 | F.3552 | X6CrNiNb18 11 | |
| 316Ti | 1.4571 | X10 CrNiMoTi 18 10 | 320 S 17 | 2350 | F.3535 | X6CrNiMoTi 17 12 | |
| 309 | 1.4828 | X15 CrNiSi 20 12 | 309 S 24 | - | - | X16 CrNi 24 14 | |
| 330 | 1.4864 | X12 NiCrSi 36 16 | - | - | - | - | |
| Duplex-Edelstahl | S32750 | 1.4410 | X 2 CrNiMoN 25 7 4 | - | 2328 | - | - |
| S31500 | 1.4417 | X 2 CrNiMoSi 19 5 | - | 2376 | - | - | |
| S31803 | 1.4462 | X 2 CrNiMoN 22 5 3 | - | 2377 | - | - | |
| S32760 | 1.4501 | X 3 CrNiMoN 25 7 | - | - | - | - | |
| 630 | 1.4542 | X5CrNiCNb16-4 | - | - | - | - | |
| A564/630 | - | - | - | - | - | - | |
▶ Eisenmetalle und Nichteisenmetalle fürFeinguss, Wachsausschmelzverfahren:
• Grauguss: HT150, HT200, HT250, HT300, HT350; GJL-100, GJL-150, GJL-200, GJL-250, GJL-300, GJL-350; GG10~GG40.
• Sphäroguss oder Kugelgraphitguss: GGG40, GGG50, GGG60, GGG70, GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2; QT400-18, QT450-10, QT500-7, QT600-3, QT700-2, QT800-2;
• Kohlenstoffstahl: AISI 1020 – AISI 1060, C30, C40, C45.
• Stahllegierungen: ZG20SiMn, ZG30SiMn, ZG30CrMo, ZG35CrMo, ZG35SiMn, ZG35CrMnSi, ZG40Mn, ZG40Cr, ZG42Cr, ZG42CrMo...usw. auf Anfrage.
• Edelstahl: AISI 304, AISI 304L, AISI 316, AISI 316L, 1.4401, 1.4301, 1.4305, 1.4307, 1.4404, 1.4571 und andere Edelstahlsorten.
• Messing, Rotkupfer, Bronze oder andere Legierungsmetalle auf Kupferbasis: ZCuZn39Pb3, ZCuZn39Pb2, ZCuZn38Mn2Pb2, ZCuZn40Pb2, ZCuZn16Si4
• Andere Materialien gemäß Ihren individuellen Anforderungen oder gemäß den Standards ASTM, SAE, AISI, ACI, DIN, EN, ISO und GB
▶ Fähigkeiten vonFeingussgießerei
• Maximale Größe: 1.000 mm × 800 mm × 500 mm
• Gewichtsbereich: 0,5 kg – 100 kg
• Jahreskapazität: 2.000 Tonnen
• Bindungsmaterialien für den Schalenbau: Kieselsol, Wasserglas und deren Mischungen.
| Dienstleistungen | Beschreibung |
| Oberflächenbehandlungsdienste | Pulverbeschichtung, Eloxierung, Elektrophothese, Verchromung, Lackierung, Sandstrahlen, Vernickeln, Verzinken, Schwärzen, Polieren, Bläuen, Geomet, Zintek usw. |
| CNC-Präzisionsbearbeitungsdienste | Drehen, Fräsen, Drehen, Honen, Bohren, Bohren, Gewindeschneiden, Drahtelektrodenschneiden, Schleifen usw. |
| Inspektion und Qualitätskontrolle | Spektrumanalysator, KMG, Härteprüfer, Zugfestigkeitsprüfer, Ertragsfestigkeitsprüfer, Dichtungsdruckprüfer, Kohlenstoff-Schwefel-Analysator, metallurgische Mikroskopie, Presskraftprüfer usw. |






