



Korrosionsbeständiger Stahlguss, auch Edelstahlguss genannt, bezieht sich auf legierten Gussstahl, der in einer Vielzahl spezifischer korrosiver Medien oder in einer Umgebung, in der Korrosion und mechanische Faktoren gleichzeitig auftreten, eine starke Korrosionsbeständigkeit aufweist.
| Schnellansichten für austenitischen Edelstahl | |
| Hauptchemische Zusammensetzung | Cr, Ni, C, Mo, Cu, Si, Nb, Ti |
| Leistung | Nicht magnetisch, hohe Zähigkeit, hohe Plastizität, geringe Festigkeit |
| Definition | Edelstahl mit austenitischer Struktur bei Raumtemperatur |
| Repräsentative Noten | 304, 316, 1.4310, 1.4301, 1.4408 |
| Bearbeitbarkeit | Gerecht |
| Schweißbarkeit | Im Allgemeinen sehr gut |
| Typische Verwendungen | Lebensmittelmaschinen, Hardware, chemische Verarbeitung usw |
Edelstahl hat einen Chromgehalt von mindestens 10,5 %, was ihn widerstandsfähiger gegen korrosive Flüssigkeitsumgebungen und Oxidation macht. Es ist äußerst korrosions- und verschleißfest, lässt sich hervorragend bearbeiten und ist für sein ästhetisches Erscheinungsbild bekannt. Feingussteile aus Edelstahl sind „korrosionsbeständig“, wenn sie in flüssigen Umgebungen und Dämpfen unter 1200 °F (650 °C) verwendet werden, und „hitzebeständig“, wenn sie über dieser Temperatur verwendet werden.
Austenitischer Edelstahlbezieht sich auf Edelstahl mit einer austenitischen Struktur bei Raumtemperatur. Austenitischer Edelstahl ist aufgrund seiner Kristallstruktur eine der fünf Klassen von Edelstahl (zusammen mit ferritischem, martensitischem, Duplex- und ausscheidungsgehärtetem Stahl). In einigen Bereichen wird der Austentit-Edelstahl auch als Edelstahl der 300er-Serie bezeichnet. Wenn der Stahl etwa 18 % Cr, 8–25 % Ni und etwa 0,1 % C enthält, weist er eine stabile Austenitstruktur auf. Austenitischer Chrom-Nickel-Edelstahl umfasst den berühmten 18Cr-8Ni-Stahl und den Stahl mit hohem Cr-Ni-Gehalt, der durch Hinzufügen von Cr- und Ni-Gehalten und Hinzufügen von Mo, Cu, Si, Nb, Ti und anderen Elementen auf dieser Basis entwickelt wurde. Austenitischer rostfreier Stahl ist nicht magnetisch und weist eine hohe Zähigkeit und Plastizität auf, seine Festigkeit ist jedoch gering und es ist unmöglich, ihn durch Phasenumwandlung zu verstärken. Es kann nur durch Kaltumformung verstärkt werden. Wenn Elemente wie S, Ca, Se, Te hinzugefügt werden, weist es gute Bearbeitbarkeitseigenschaften auf.
Aus austenitischem Edelstahl können auch Gussteile hergestellt werden. Um die Fließfähigkeit des geschmolzenen Stahls zu verbessern und die Gießleistung zu verbessern, sollte die Legierungszusammensetzung des Gussstahls angepasst werden, indem der Siliziumgehalt erhöht, der Bereich des Chrom- und Nickelgehalts erweitert und die Obergrenze des Verunreinigungselements Schwefel erhöht wird.
Austenitischer rostfreier Stahl sollte vor der Verwendung einer Mischkristallbehandlung unterzogen werden, um die feste Lösung verschiedener Ausscheidungen wie Karbide im Stahl in der Austenitmatrix zu maximieren und gleichzeitig die Struktur zu homogenisieren und Spannungen zu beseitigen, um eine hervorragende Korrosionsbeständigkeit zu gewährleisten mechanische Eigenschaften. Das richtige Lösungsbehandlungssystem ist die Wasserkühlung nach dem Erhitzen auf 1050–1150 °C (die dünnen Teile können auch luftgekühlt werden). Die Lösungsbehandlungstemperatur hängt vom Legierungsgrad des Stahls ab: Molybdänfreie oder molybdänarme Stahlsorten sollten niedriger sein (≤1100℃), und höher legierte Sorten wie 00Cr20Ni18Mo-6CuN, 00Cr25Ni22Mo2N usw. sollten höher sein ( 1080~1150) ℃).
Austenitisches 304-Edelstahlblech, das eine starke Rost- und Korrosionsbeständigkeit bieten soll und eine ausgezeichnete Plastizität und Zähigkeit aufweist, die sich gut zum Stanzen und Formen eignet. Mit einer Dichte von 7,93 g/cm3 ist Edelstahl 304 ein sehr verbreiteter Edelstahl, in der Branche auch als 18/8-Edelstahl bekannt. Seine Metallprodukte sind hochtemperaturbeständig und haben gute Verarbeitungseigenschaften, weshalb sie in der Industrie und in der Möbeldekorationsindustrie sowie in der Lebensmittel- und Medizinindustrie weit verbreitet sind.
Äquivalente Edelstahlsorte | |||||||
| Kategorien | AISI | W-stoff | LÄRM | BS | SS | UNE / IHA | UNI |
| Martensitischer und ferritischer Edelstahl | 420 °C | 1.4034 | X43Cr16 | ||||
| 440 B/1 | 1.4112 | X90 Cr Mo V18 | |||||
| - | 1.2083 | X42 Cr 13 | - | 2314 | F.5263 | - | |
| 403 | 1.4000 | X6Cr13 | 403 S 17 | 2301 | F.3110 | X6Cr13 | |
| (410S) | 1.4001 | X7 Cr 14 | (403 S17) | 2301 | F.3110 | X6Cr13 | |
| 405 | 1.4002 | X6 CrAl 13 | 405 S 17 | - | F.3111 | X6 CrAl 13 | |
| 416 | 1.4005 | X12 CrS 13 | 416 S 21 | 2380 | F.3411 | X12CrS13 | |
| 410 | 1.4006 | X 10 Cr 13 | 410 S21 | 2302 | F.3401 | X12Cr13 | |
| 430 | 1.4016 | X6 Cr 17 | 430 S 17 | 2320 | F.3113 | X8Cr17 | |
| 420 | 1.4021 | X20 Cr 13 | 420 S 37 | 2303 | F.3402 | X20Cr13 | |
| 420F | 1.4028 | X30 Cr 13 | 420 S 45 | (2304) | F.3403 | X30Cr13 | |
| (420) | 1.4031 | X39Cr13 | 420 S 45 | (2304) | F.3404 | - | |
| 431 | 1.4057 | X20 CrNi 17 2 | 431 S 29 | 2321 | F.3427 | X16CrNi16 | |
| 430F | 1.4104 | X12 CrMoS 17 | - | 2383 | F.3117 | X10CrS17 | |
| 434 | 1.4113 | X6 CrMo 17 | 434 S 17 | 2325 | - | X8CrMo17 | |
| 430Ti | 1.4510 | X6 CrTi 17 | - | - | - | X6CrTi17 | |
| 409 | 1.4512 | X5 CrTi 12 | 409 S 17 | - | - | X6CrTi12 | |
| Austenitischer Edelstahl | 304 | 1.4301 | X5 CrNi 18 9 | 304 S 15 | 2332 | F.3551 | X5CrNi18 10 |
| 305 | 1.4303 | X5 CrNi 18 12 | 305 S 19 | - | - | X8CrNi19 10 | |
| 303 | 1.4305 | X12 CrNiS 18 8 | 303 S 21 | 2346 | F.3508 | X10CrNiS 18 09 | |
| 304L | 1.4306 | X2 CrNiS 18 9 | 304 S 12 | 2352 | F.3503 | X2CrNi18 11 | |
| 301 | 1.4310 | X12 CrNi 17 7 | - | 2331 | F.3517 | X12CrNi17 07 | |
| 304 | 1.4350 | X5 CrNi 18 9 | 304 S 31 | 2332 | F.3551 | X5CrNi18 10 | |
| 304 | 1.4350 | X5 CrNi 18 9 | 304 S 31 | 2333 | F.3551 | X5CrNi18 10 | |
| 304LN | 1.4311 | X2 CrNiN 18 10 | 304 S 62 | 2371 | - | - | |
| 316 | 1.4401 | X5 CrNiMo 18 10 | 316 S 16 | 2347 | F.3543 | X5CrNiMo17 12 | |
| 316L | 1.4404 | - | 316 S 12/13/14/22/24 | 2348 | X2CrNiMo17 12 | ||
| 316LN | 1.4429 | X2 CrNiMoN 18 13 | - | 2375 | - | - | |
| 316L | 1.4435 | X2 CrNiMo 18 12 | 316 S 12/13/14/22/24 | 2353 | - | X2CrNiMo17 12 | |
| 316 | 1.4436 | - | 316 S 33 | 2343 | - | X8CrNiMo 17 13 | |
| 317L | 1.4438 | X2 CrNiMo 18 16 | 317 S 12 | 2367 | - | X2CrNiMo18 16 | |
| 329 | 1.4460 | X3 CrNiMoN 27 5 2 | - | 2324 | F.3309 | - | |
| 321 | 1.4541 | X10 CrNiTi 18 9 | 321 S 12 | 2337 | F.3553 | X6CrNiTi18 11 | |
| 347 | 1.4550 | X10 CrNiNb 18 9 | 347 S 17 | 2338 | F.3552 | X6CrNiNb18 11 | |
| 316Ti | 1.4571 | X10 CrNiMoTi 18 10 | 320 S 17 | 2350 | F.3535 | X6CrNiMoTi 17 12 | |
| 309 | 1.4828 | X15 CrNiSi 20 12 | 309 S 24 | - | - | X16 CrNi 24 14 | |
| 330 | 1.4864 | X12 NiCrSi 36 16 | - | - | - | - | |
| Duplex-Edelstahl | S32750 | 1.4410 | X 2 CrNiMoN 25 7 4 | - | 2328 | - | - |
| S31500 | 1.4417 | X 2 CrNiMoSi 19 5 | - | 2376 | - | - | |
| S31803 | 1.4462 | X 2 CrNiMoN 22 5 3 | - | 2377 | - | - | |
| S32760 | 1.4501 | X 3 CrNiMoN 25 7 | - | - | - | - | |
| 630 | 1.4542 | X5CrNiCNb16-4 | - | - | - | - | |
| A564/630 | - | - | - | - | - | - | |
Eisen- und Nichteisenmaterialien für Feinguss, Wachsausschmelzverfahren:
- • Grauguss: HT150, HT200, HT250, HT300, HT350; GJL-100, GJL-150, GJL-200, GJL-250, GJL-300, GJL-350; GG10~GG40.
- • Sphäroguss oder Kugelgraphitguss: GGG40, GGG50, GGG60, GGG70, GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2; QT400-18, QT450-10, QT500-7, QT600-3, QT700-2, QT800-2;
- • Kohlenstoffstahl: AISI 1020 – AISI 1060, C30, C40, C45.
- • Stahllegierungen: ZG20SiMn, ZG30SiMn, ZG30CrMo, ZG35CrMo, ZG35SiMn, ZG35CrMnSi, ZG40Mn, ZG40Cr, ZG42Cr, ZG42CrMo...usw. auf Anfrage.
- • Edelstahl: AISI 304, AISI 304L, AISI 316, AISI 316L, 1.4401, 1.4301, 1.4305, 1.4307, 1.4404, 1.4571 und andere Edelstahlsorten.
- • Messing, Rotkupfer, Bronze oder andere Legierungsmetalle auf Kupferbasis: ZCuZn39Pb3, ZCuZn39Pb2, ZCuZn38Mn2Pb2, ZCuZn40Pb2, ZCuZn16Si4
- • Andere Materialien gemäß Ihren individuellen Anforderungen oder gemäß den Standards ASTM, SAE, AISI, ACI, DIN, EN, ISO und GB
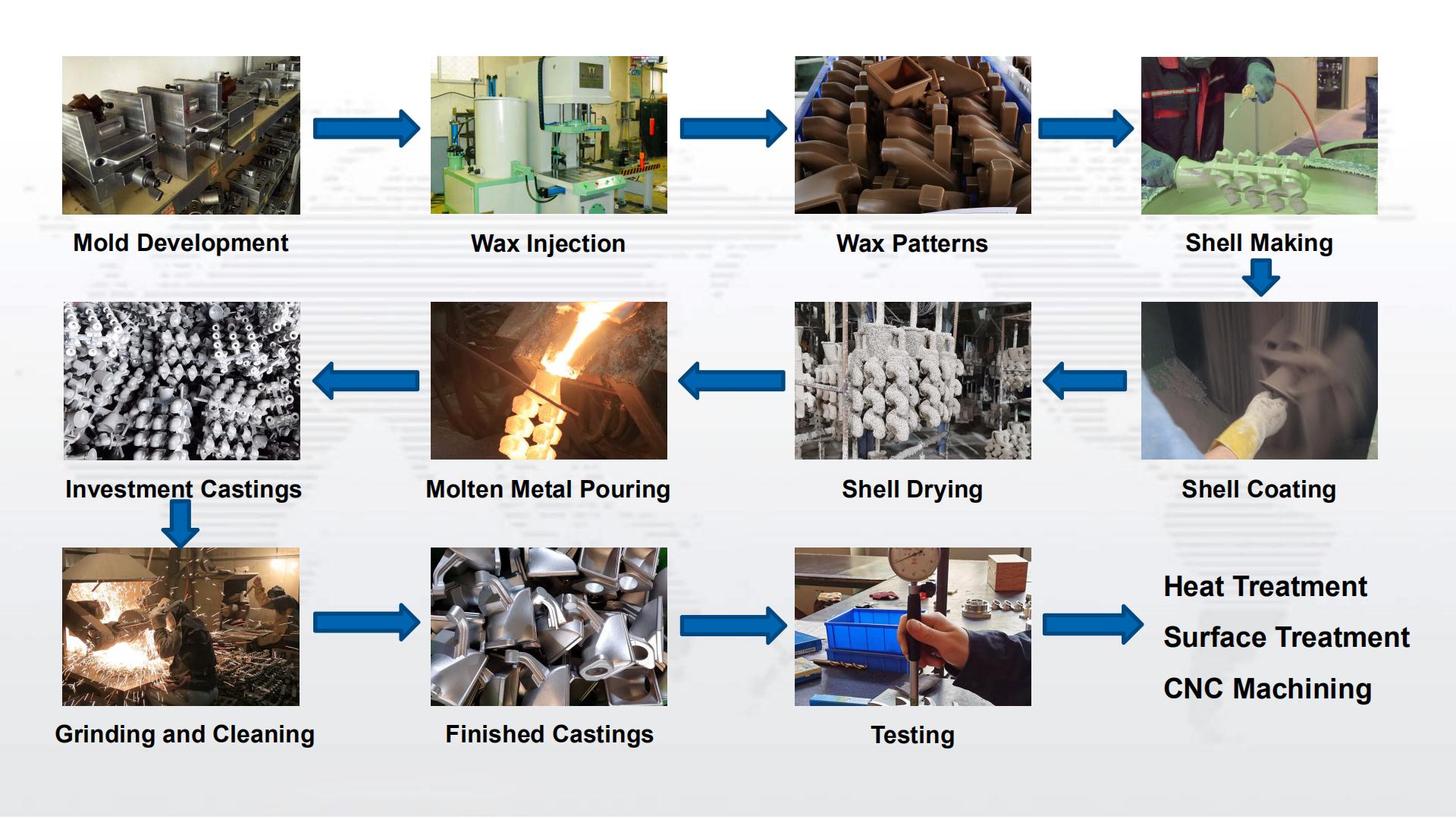
Die Schritte des Prozesses oder des Wachsausschmelzverfahrens sind:
- • Erstellen Sie ein Wachsmodell oder eine Replik
- • Spritzen Sie das Wachsmodell an
- • Wachsmodell einbetten
- • Entfernen Sie das Wachsmodell, indem Sie es verbrennen (im Ofen oder in heißem Wasser), um eine Form herzustellen.
- • Gießen Sie geschmolzenes Metall zwangsweise in die Form
- • Abkühlung und Erstarrung
- • Angüsse von den Gussteilen entfernen
- • Fertigstellen und Polieren der fertigen Feingussteile




Wärmebehandlung von Gussteilen aus Edelstahl AISI 316:
Auf mindestens 1900 °F (1040 °C) erhitzen, ausreichend lange halten, in Wasser abschrecken oder auf andere Weise schnell abkühlen lassen. AISI 316 entspricht CF8M/F316 und chinesischem Standard 0Cr17Ni12Mo2. AISI 314 ist eine Molybdänlagermodifikation der AISI 304-Legierung und ist das Gussäquivalent von geknetetem CF8M-Edelstahl. Das Vorhandensein von Molybdän erhöht die allgemeine Korrosionsbeständigkeit und die Beständigkeit gegen Lochfraß durch Chloride. Die Legierung wird in leicht sauren und alkalischen Bedingungen sowie für den Umgang mit Zitronen-, Oxal- und Phosphorsäure verwendet.



